1. 반도체 샤워헤드 가공의 난제: 대규모 생산의 복잡성
샤워헤드를 제조하는 과정에는 다음과 같은 기술적 장벽이 존재합니다:
-
방대한 홀 수: 부품당 5,000개에서 10,600개에 달하는 홀을 가공해야 합니다.
-
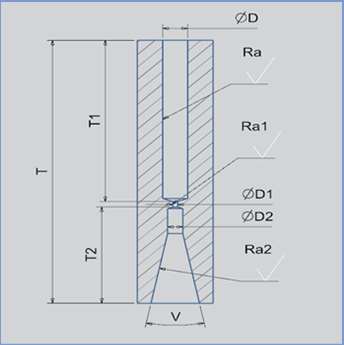
다양한 기하학적 구조: 단일 홀, 계단형 홀(Step hole), “콘(Cone) + 미세 홀” 등 다양한 형태가 혼합되어 있습니다.
-
엄격한 공차: 표면 거칠기 요구사항을 충족해야 하며, 배출구 버(Burr)가 전혀 없어야 합니다.
-
높은 위험성: 기존 방식의 미세 드릴링은 가공 종료 단계에서 공구가 파손될 위험이 큽니다.
샤워헤드 홀 유형 및 주요 관리 포인트
Single
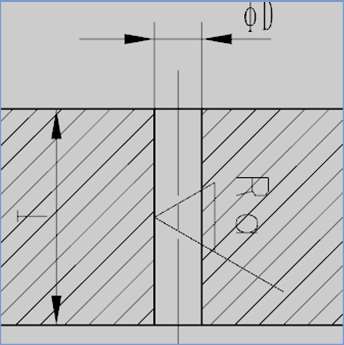
- 홀 공차
- 홀 조도
- 출구 버
Step
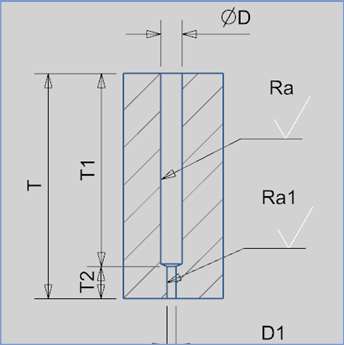
- 홀 공차
- 홀 조도
- 홀 교차부 버
Cone & Small
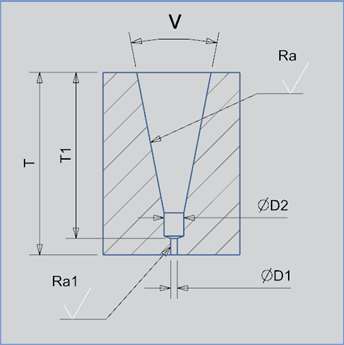
- 홀과 콘의 조도
- 출구 버
Complete
- 홀과 콘의 조도
- 출구 버 (미세 구멍)
2. 맞춤형 기술 솔루션 비교
샤워헤드를 제조하는 과정에는 다음과 같은 기술적 장벽이 존재합니다:
-
방대한 홀 수: 부품당 5,000개에서 10,600개에 달하는 홀을 가공해야 합니다.
-
다양한 기하학적 구조: 단일 구멍, 계단형 홀(Step hole), “콘(Cone) + 미세 홀” 등 다양한 형태가 혼합되어 있습니다.
-
엄격한 공차: 표면 거칠기 요구사항을 충족해야 하며, 배출구 버(Burr)가 전혀 없어야 합니다.
-
높은 위험성: 기존 방식의 미세 드릴링은 가공 종료 단계에서 공구가 파손될 위험이 큽니다.
| 항목 | 기존 방식 (타사) | Mikron Tool 솔루션 |
|---|---|---|
| 필요 공구 수 | 홀당 7~8개의 서로 다른 공구 필요 | 통합 특수 공구 (예: 테이퍼 드릴 + 리머 통합) |
| 가공 속도 | 낮은 이송 속도 (Vf = 400mm). | 고속 성능 (최대 Vf = 720mm). |
| 페킹(Pecking) | 빈번한 페킹 작업 필요 (0.2mm마다) | 페킹 없음; 원샷(One-shot) 드릴링 |
| 생산량 | 공구 교체로 인한 긴 사이클 타임 | 2시간 만에 10,600개 홀 가공 완료 |
3. 전문 기술 솔루션 상세

정밀 드릴링
3날(3-cutting-edge) 드릴을 활용하여 10,000개 이상의 홀을 신속하게 가공합니다 (N=6500, Vf=700). 페킹 없이도 Ra < 0.8의 거칠기를 유지합니다.
“콘(Cone) + 홀” 통합 공정
테이퍼 드릴과 리머를 하나의 맞춤형 공구로 결합하여, 단 한 번의 작업으로 완벽한 조도와 치수 정밀도를 보장합니다 (N=12,000, Vf=500mm).
미세 홀 및 버(Burr) 제어
페킹 없는 안정적인 가공을 통해 요구되는 거칠기, 공차 및 버 제어 조건을 충족합니다. (N=18,000 Vf=720mm)
4. 제조업체를 위한 주요 이점
-
생산성 극대화: 고속 가공 파라미터를 통해 사이클 타임을 획기적으로 단축합니다.
-
우수한 품질: 버(Burr) 발생을 최소화하여 후공정(폴리싱/래핑) 시간을 크게 줄여줍니다.
-
공정 안정성: 절삭 저항을 낮추고 휨 모멘트를 고려한 특수 설계로 공구 수명을 연장합니다.
-
비용 효율성: 리드 타임 단축과 공구 교체 비용 절감을 통해 총 제조 원가를 낮춥니다.